|
H形鋼の突合わせ溶接:非定常温度解析と弾塑性熱応力解析
(3次元溶接変形解析プログラム:Quick Welder) |
|
3次元溶接変形解析プログラム:Quick Welderによって、H形鋼の突合わせ溶接の非定常温度解析と弾塑性熱応力解析を実施した。
溶接開始から終了・完冷までの変形と最高到達温度分布をアニメーションする。ウェブ1パス、上フランジ4層4パス、下フランジ4層4パスの順で連続溶接(パス間時間0)後、室温まで自然冷却している。
|

|
| ■ 動画の見方 |
左の写真を 左クリック してください。
Windows Media Player が起動し動画をご覧いただけます。
※インターネット回線、時間帯などによって再生するまでに少し時間がかかる場合もあります。
溶接開始から終了・完冷までの、変形と最高到達温度分布をアニメーションする。
ウェブ1パス、上フランジ4層4パス、下フランジ4層4パスの順で連続溶接(パス間時間0)後、室温まで自然冷却している。
|
|
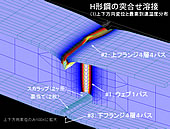
| scene1 |
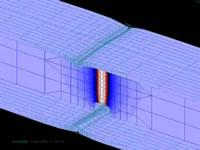
フランジ幅の広いH形鋼(H-300×300×10×16)を突合わせ溶接した場合の残留応力分布を解析した。残留応力分布は、溶接順序(ウェブが先か、フランジが先か)に大きく依存する。
図は、上部フランジを溶接中の変形(上下方向変位のみ拡大視)と最高到達温度分布を示す。 |
|
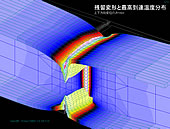
| scene2 |
溶接終了・完冷後の変形と最高到達温度分布を示す。はり長手方向の収縮と、角変形によるフランジ自由端の落ち込みが顕著である。溶着部の最高到達温度は約1900℃である。
|
|
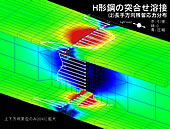
| scene3 |
溶接終了・完冷後の、はり長手方向応力の分布を示す。
ウェブを先に溶接しているので、その後のフランジ溶接によりウェブ部は強烈に圧縮され、広くて高い圧縮応力場となっている。フランジ自由端に高い圧縮残留応力場を作らないという観点(座屈)からは、本溶接順序(ウェブが先)が好ましいと言える。 |
|
|
|
|
|